


木屑粉碎机
2020-08-01 17:48:47
设备介绍:
木屑粉碎机,又叫食用菌木屑粉碎机,是加工木屑的机械设备,集切片、粉碎为,可切屑直径1-30公分的枝杈及枝干,还可用于竹、茅草、玉米秆、高粱秆等纤维质秆状物料的切屑。广泛用于造纸、食用菌,机制木炭,刨花板、 锯末板,高密度板、中纤板等工业生产的备料工段和木屑生产基地,切削原料主要是原木、树枝。

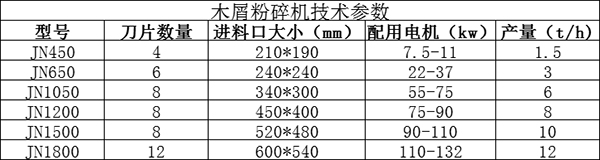
技术参数:
粉碎物料:
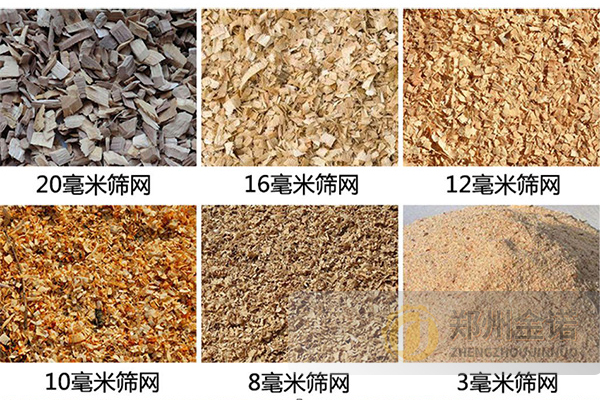
 粉碎后的成品:
粉碎后的成品:
产品优势:
木屑粉碎机可以将木材、枝叉等原料加工成木屑,具有产量高,使用方便等优点,机器适用于食用菌培养基中的木屑加工,主要由削屑装置、粉碎装置等组成。木材经削屑装置切削后的木屑粒度小,不需晒干就可送进粉碎装置粉碎,粉碎后的木屑成品由风机送至集料地点。设备用电动机带动,结构简单,布置紧凑,性能稳定、耗能少,产量高。还可用于竹、茅草、玉米秆、高粱秆等纤维质秆状物料的切屑。该木屑机也可作刨花板、锯末板高密度板的原料生产用。

应用领域:

发货现场:

售后服务:
售前服务:电话为用户讲解设备,根据用户实际情况为用户提供规划方案,配置机型,同时为用户提供相关技术参数,为用户做技术指导和配需。
售中服务:金诺机械与多家物流合作,能够及时为用户找到物流车;
售后服务:公司为用户指导安装,可长期为用户提供机器配件,成为友好合作伙伴!
金诺机械生产木屑粉碎机,欢迎大家来电咨询订购!
咨询电话:13838511178








新闻展示
圆盘树根破碎机主要由这些部分组成 2022-09-04
移动树根综合破碎机可加工多种原料种 2022-08-14
自动化竹粉机设备厂家介绍粉碎料用途 2022-05-03
自动化破竹子的机器还能加工其他原料 2022-04-28
粉树木片的机械厂家介绍机器的构成部 2022-04-26
木枝破碎机在不同场合实现了移动作业 2022-04-25
竹粉加工机器设备让竹子价值发挥出来 2022-04-24
竹子打片机工作部件结构详解 2022-04-22
大型木材锯末粉碎机加工料的销路 2022-04-20
柴油木头粉碎机加工木屑用途 2022-04-18
铁链板木料破碎机厂家讲解机器的主要 2022-04-15
小型移动碎木机打碎木料销路 2022-04-14

